







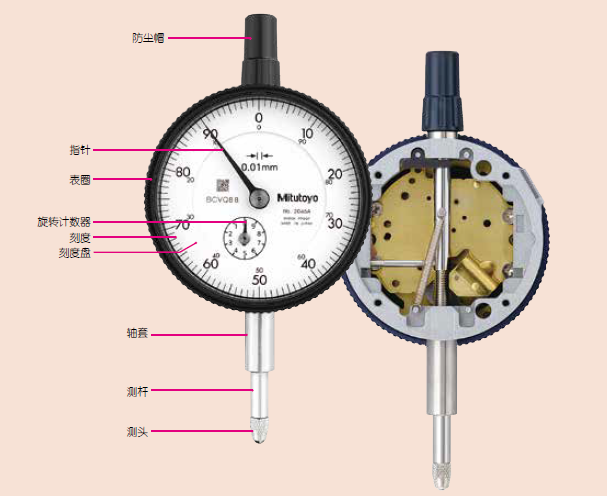
指针式指示表是利用齿条与齿轮或杠杆与齿轮转动,将测杆的直线位移转变为指针角位移的计量器具。数显式指示表是将测杆的直线位移以数字显示的计量器具。主要用于测量制件的尺寸和形状、位置误差等。
——引自JJG34-2008
三丰的指示表,凭借高品质和高精度的特点受到很多用户的喜爱。本期,小编就从制造→安装→使用→保养整个过程,来带您重温一下指示表相关的小知识吧。
揭秘指示表的制造组装
三丰的指针式指示表产品型号多达350余种,它们是如何制造、如何组装的呢?今天就带您走进三丰的指示表工厂看一看。
指示表的安装方法
在指示表的使用中,它的安装需求也是多种多样,有的被安装在测量夹具中,有的被安装在精密设备中。下面就指示表的安装方法和注意事项,为您简单罗列几项,供您参考。
安装方法通常有2种——轴套安装和凸耳安装。
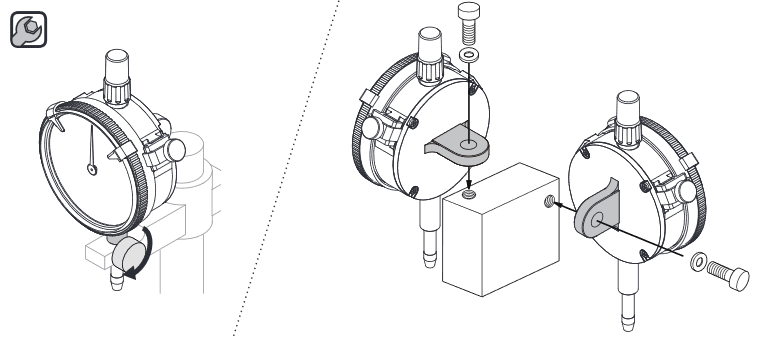
左:轴套安装 右:凸耳安装
轴套安装
1、直接用螺丝夹紧轴套

●安装孔公差:ø8G7(+0.005~0.02);
●固定螺丝:M4~M6;
●固定位置:距轴套下边缘8mm或更远;
●最大扭矩:用单个M5螺丝夹紧时为150N·cm;
●请注意,扭矩过大可能会引起测杆动作不良。
2、通过分体夹紧固方式夹紧轴套
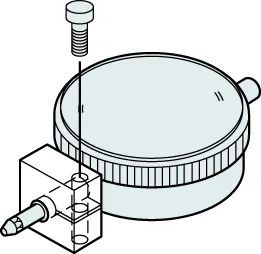
●安装孔公差:ø8G7(+0.005~0.02)。
凸耳安装
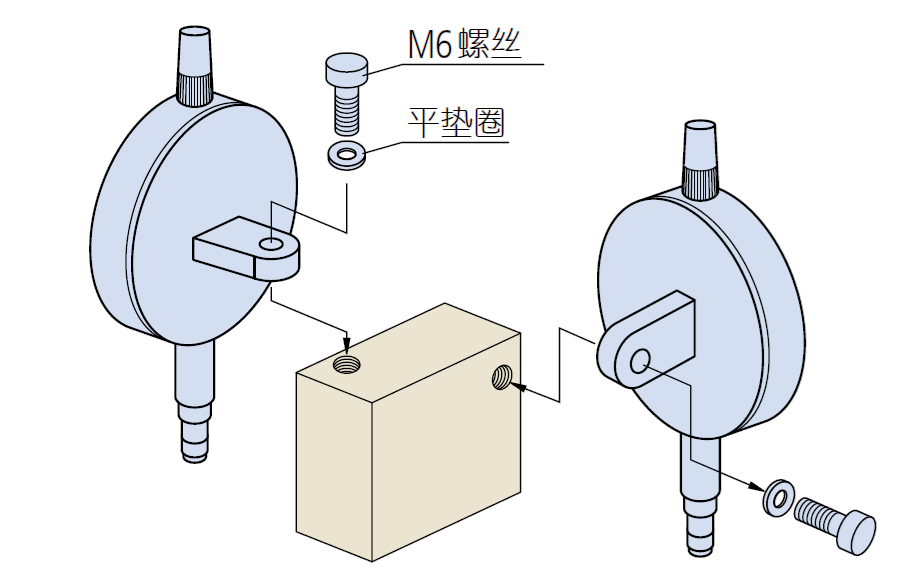
●根据应用,可将凸耳的方向改变90度(凸耳在运输时须水平放置);
●部分1系列型号(No.1911T-10、1913T-10、1003T)的凸耳不能更改为水平;
●为避免余弦效应误差,需要将测杆和测量面呈直角固定。
安装朝向
1、指示表垂直,接触点向下

2、横向位置,主轴水平

如以横向位置进行测量,测力要小于垂直位置的测力。请务必检查指示表或数显屏的操作与可重复性。
3、倒置安装,接触点向上

如以倒置位置进行测量,测力要小于垂直位置的测力。请务必检查指示表或数显屏的操作与可重复性。
指示表的使用注意事项
01
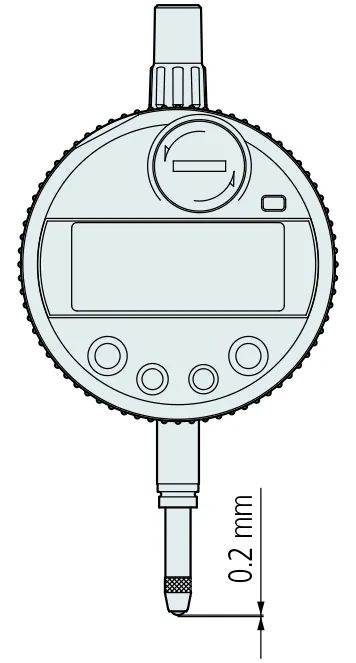
数显指示表的原点设置
对于数显指示表,无法保证距行程末端0.2mm范围内的重复精度。设置零点或预置特定数值时,请务必将测微螺杆从行程末端至少抬起移0.2mm以上。
02
指示表测杆的使用
1、请勿对测杆使用润滑剂。使用润滑剂可能导致灰尘积聚而发生故障。
2、若测杆运行不良,以干布或蘸以酒精的湿布清扫心轴的上下面。如果清洗后运行仍未见好转,请联系维修。

3、在测量或校准之前,请确认测杆是否能顺利向上和向下移动,基点时保持平稳。
指示表的日常点检及维护
要追求精准的测量结果,正确的使用方法和对工具的日常保养也尤为重要。
点检前的确认事项
■ 测头,螺丝类有无松动……
■ 指示表零部件是否完整……
■ 测头有无磨损……
■ 长短针静止位置是否稳定在设定的位置上……

【温馨提示】
关于长短针的静止位置,长针对准零点时请确认短针是否也对准了零点。
指示表的清洁
开始检查前对指示表进行清洁。
1、测杆的污垢
请使用含有少量酒精的无纺布等柔软的布擦拭。
(注意点:擦拭测杆时将上端的表帽取下对测杆的顶端也进行清洁。)
2、表盖的污垢
请使用沾有中性清洗剂的无纺布等柔软的布擦拭。

【温馨提示】为防止因尘埃等的附着而引起动作不良,请不要在测杆上涂抹润滑油等。
动作确认
清洁结束后
1. 全测量范围动作测杆,通过触感确认是否有阻滞。
2. 目视及用触感确认长针・短针是否无阻滞现象。

(注意点:擦拭测杆时将上端的表帽取下对测杆的顶端也进行清洁。)
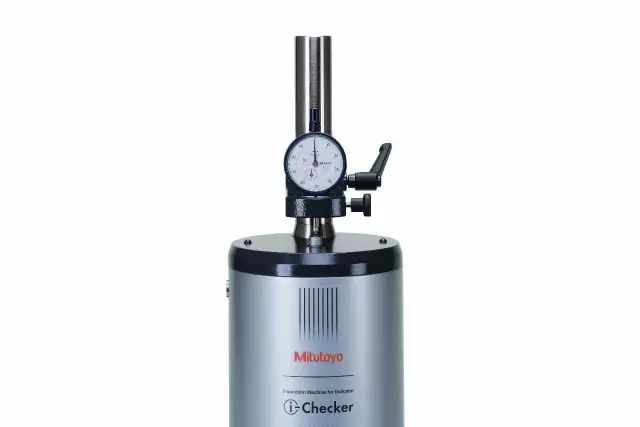
指示表的固定
精度检查之前、先将指示表固定在i-Checker上。
(注意点:固定不妥当会导致精度的不稳定。)
【温馨提示】为了减少视值误差、固定时将百分表朝向自己的正前方。
零位置调整
长针调零位时必须以测杆受力(正行程)的方向进行。
超出零点时需要将长针重新返回到原始位置再次进行调整。
(注意点:测量零位以外的测量点时,如超出测量点,也同样要将长针返回到上一个测量点后再重新进行测量。)

【温馨提示】为了减少视值误差,眼睛的高度请对准百分表刻度盘的中心部位。
精度检查
2046S的检查点
●从基点开始旋转2圈 ⇒每1/10旋转
●旋转5圈 ⇒每1/2旋转
●5圈以上 ⇒每1旋转
将测杆一直按压到测量范围的终点,从该状态将测杆朝相反的方向返回、测量和正向测量时的同一点位,从两个方向取得的误差线图求测量值。(参照下面的精度线图)
2046S的指示误差规格值
●1/10旋转指示误差 ⇒ 8μm
●1/2旋转指示误差 ⇒±9μm
●1圈指示误差 ⇒±10μm
●2圈指示误差 ⇒±15μm
●全测量范围指示误差 ⇒±15μm
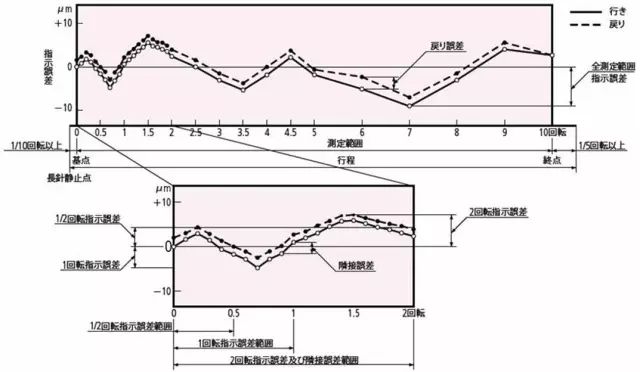
2046S的精度线图
重复精度检查
将测头垂直于测量台架上、在测量范围内的任意位置将测杆以急速及缓慢的速度动作5次,求取示值的最大差。
(注意点:安装在i-Checker上进行重复精度检查时,会破坏i-Checker测头的平面所以请不要使用i-Checker进行重复精度的确认。)
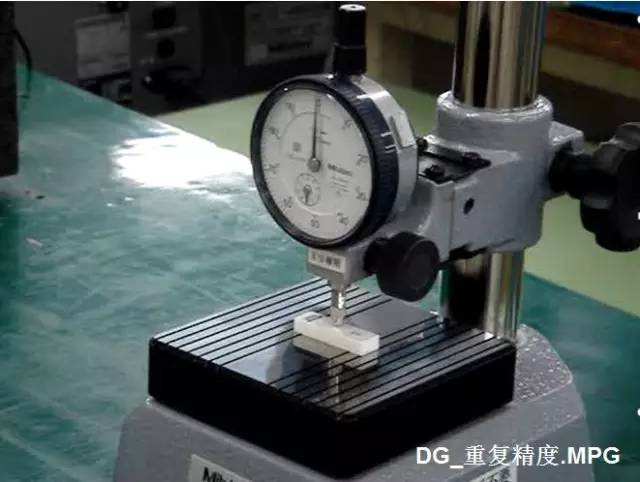
【温馨提示】使用镊子抬起测头更容易些。
测量力的检测
以测杆向下的姿势夹持百分表,上下方向连续、缓慢移动测杆,检测测量范围内基点、中间点及终点的测量力。
2046S的测力规格值
●最大测量力 ⇒ 1.5N
●最小测量力 ⇒ 0.4N
●最大和最小的差 ⇒ 0.7N (测杆同一运动方向)
●测杆上升和下降时的测量力差 ⇒ 0.6N

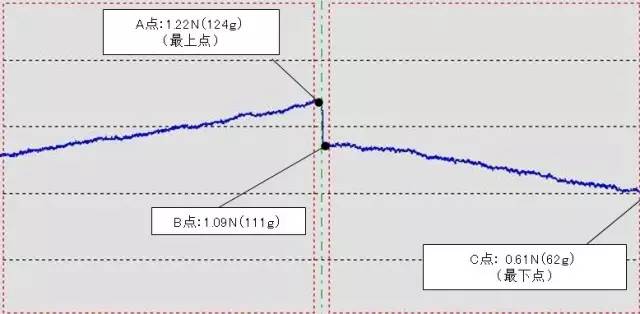
●最大测量力:1.22N(124g)【A点】
●最小测量力:0.61N(62g)【C点】
●最大和最小的差 ⇒0.48N(111g-62g)【B点-C点】
●测杆上升和下降时的测量力差:0.13N(124g-111g)【A点-B点】
* 由于不同的检查方式间存在差异,以上内容仅供大家参考。
-End-
 互动区
互动区












