







钛合金在飞机机身上的应用比例已经超过30%,钛合金有很多优异特性,比如重量轻、强度高、耐高温、稳定性好,但是切削加工困难,为什么难加工呢?有没有利器是钛合金材料的克星?小编接下来一一为大家分析解答。
● 钛合金难加工原因●

1.变形系数小:
这是钛合金切削的显著特点,变形系数小于或接近于1。切屑在前刀面上滑动摩擦的路程大幅增大,加速刀具磨损。
2.切削温度高:
由于钛合金的导热系数很小(相当于钢1/7,铝的1/16),切屑与前刃面的接触长度极短,单位面积切削力大大增加,易造成崩刃。切削热不易传出,集中在切削区和切削刃附近的较小范围内。
3.冷硬现象严重:
钛化学活性大,切削塑性变形也会造成表面硬化。
4.刀具易磨损:
钛毛坯经过冲压、锻造、热轧等加工后,形成硬而脆的不均匀外皮,极易造成崩刃现象。
可见,钛合金加工时,相比硬度,钛合金本身化学、物理、力学性能间的综合更是其切削加工难的主因所在。
● 钛合金高效率加工用刀具●
钛合金虽然难加工,但是并不是不能加工,接下来小编为大家介绍三款专门加工钛合金材料的刀具,有了好的工具,工作起来就能事半功倍。
NO.1
京瓷钛合金高速MFH系列铣削刀具
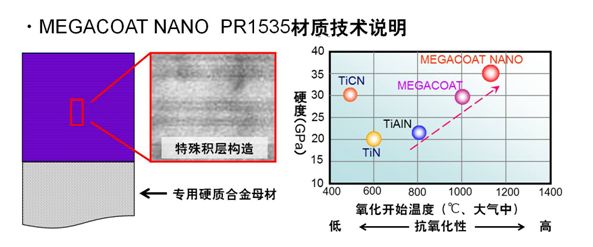
京瓷PR1535材质,是采用层压技术的纳米PVD涂层,具备非凡的耐冲击性能。另外,其耐氧化稳定达到1100℃以上,涂层硬度可达35GPa。MEGACOAT NANO PR1535在铣削场合可实现稳定化和长寿命。
钛合金高速铣削刀具---MFH系列
兄弟齐心,其利断金。MFH “三兄弟”(MFH-Harrier;MFH-Mini;MFH-Micro)可实现钛合金高效率,长寿命,低成本的铣削加工。

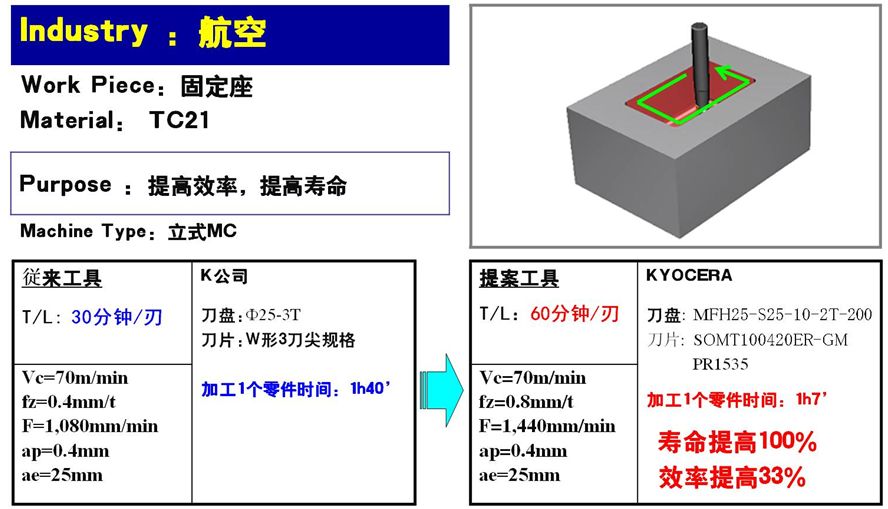
钛合金高效率加工实例介绍
通过以下钛合金加工实例,京瓷助你知“难”而进。接下来,体会一下京瓷刀具削“钛”如泥的感觉吧!
NO.2
肯纳金属Harvi Ultra 8X
机床制造商和用户为了可以在极端切削工况下减少机床零部件的磨损,寻找既可以进行高速切削,同时又能降低切削力的刀具产品。
肯纳金属的新型HARVI Ultra 8X刀具不仅可以满足所有这些要求,而且还能做得更多......下面的加工视频,进一步展示了HARVI™ Ultra 8X玉米铣刀加工的高效与稳定的性能。
高金属去除率和极佳的灵活性是新型HARVI Ultra 8X刀具的显著特点。为了实现这个目标,肯纳金属公司在这款高科技刀具产品上又融合了多项创新技术:

1.采用双面正角刀片设计,确保最低的单位切削刃成本,同时降低功率消耗最多可达50%。
2.采用独特的AlTiN+TiNPVD涂层设计,可以确保极佳的抗热裂纹性能。
3. HARVIUltra 8X刀体采用高品质钢材料制成,在大切削力条件下具有更好的强度和刚性。
4.独特的BTF46(螺栓锥体法兰)接口系统,可以提供更为出色的抗弯矩性能。
5.HARVIUltra 8X 的可变螺旋角设计, 可以避免导致振刀的共振现象, 进一步延长刀具寿命,提高工件加工质量和生产率。
无论是进行型腔加工和仿形加工,HARVIUltra 8X每分钟可稳定完成20立方英寸的钛材料切削,刀具使用寿命可达到一小时或更长。
NO.3
泰珂洛MILLQUADFEED铣刀

产品特点
① 方形刀片有4个切削刃和正角结构设计。
② 采用加强型后刀面设计,可以有效提高刀片的抗断裂性。
③ 后刀面独特的间隙设计提升了坡铣能力。
④ 具有卓越的加工效率,最大背吃刀量可达2.5mm,最大每齿进给量为2mm。
⑤ 刀片采用大圆角结构设计在与工件接触时帮助抵消冲击力。
⑥ 大刀片圆角与工件侧壁接触时,可以在不同背吃刀量的加工中提高刀片抗崩性能。
⑦ AH3135钛合金加工用材质(见下图)同样也应用于泰珂洛其他铣削刀具产品线。
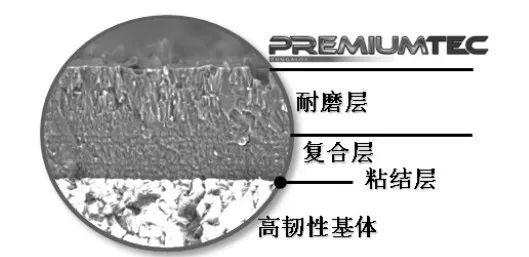
图:MILLQUADFEED铣刀材质
应用实例
工件名称:起落架部件
工件材料:TC18(钛合金)
应用:型腔铣削
机床:立式加工中心,BT50
切削液:水溶性
刀盘:TXSW15M063B22.04
刀片:SWMT1506ZER-MJ AH3135
切削参数:v c=60m/m i n,f=0.5m m/r,v f=600m m/m i n,ap=1mm,ae=50mm
切削效果:刀具寿命连续加工时间3h
大虹科技提供多个品牌刀具量具及零件加工配套解决方案,产品覆盖车削、铣削、钻削等各个加工应用领域,可满足高质量、高精度、高效率的要求,为机加工企业提供优异的产品和服务。
欢迎随时联系我们,我们将为您提供一应俱全的解决方案!
 互动区
互动区












