







铸铁是金属加工中常见的被加工材料,尤其在汽车制造业的绝对用量大得惊人,被用于制造各种零部件,包括发动机缸体、缸盖、差速器箱体、轴、飞轮、制动鼓和制动盘等。
但是铸铁加起来存在很多问题,一个突出的问题就是刀具磨损大,简单的说就是费刀,那么从事铸铁加工怎么破解这个问题呢?今天小编为大家推荐3大法宝:OSG 硬质合金A丝锥、京瓷CA3系列、肯纳金属HPR 高性能整硬钻头。让我们来具体看一下吧。
NO.1
OSG硬质合金A丝锥
OSG的A丝锥系列一经问世,便因为在各种加工环境下,都能保证高质量的内螺纹加工而受到客户的好评。后来OSG还推出了针对铸铁材料加工用的硬质合金A丝锥系列。

硬质合金A丝锥系列包括螺旋槽丝锥A-CSF和直槽丝锥A-CHT,刀具采用了特殊的油孔式样,油孔的喷油量是传统丝锥的1.3倍;采用了专利的FX涂层,增加刀具的耐磨性;棒材采用了高韧性的超微粒子硬质合金材料,能防止刀具的磨损。
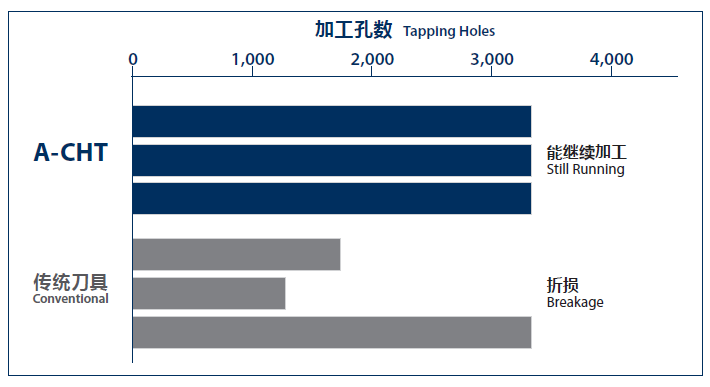
防止刀具的磨损
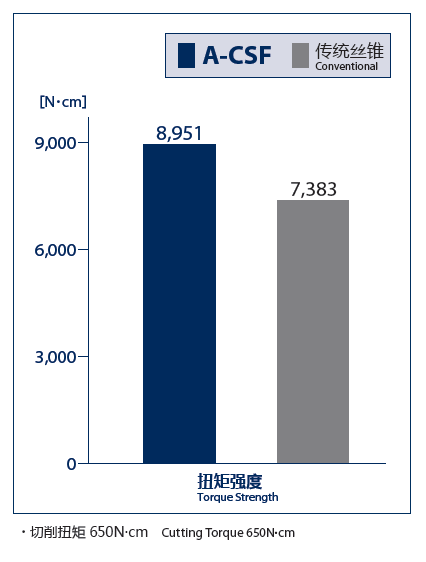
加工稳定性
NO.2
京瓷CA3系列
京瓷通过不断技术积累和研发,有针对性的开发出了铸铁用新CVD涂层CA3系列,具备长寿命,高稳定性等特点。

抑制涂层剥离的比较
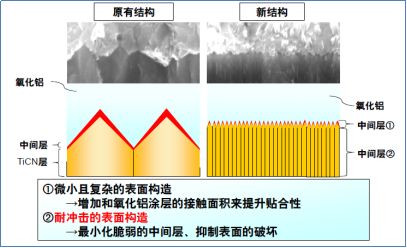
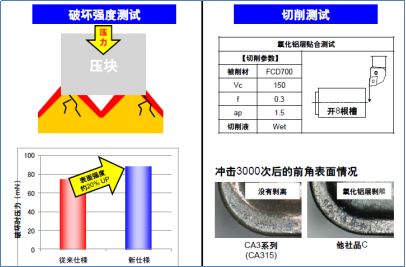
如上图所示,CA3系列涂层具备高密着的特性,与硬质合金基体之间有极强的附着能力,耐冲击,抗剥离性能优异,极大的提高了刀具的使用稳定性。
涂层组织的比较
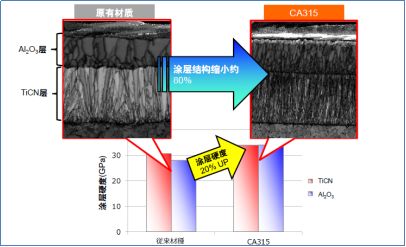
CA3系列通过对涂层组织的细化(如上图),涂层硬度相比之前提高了20%以上,提高了刀具的耐磨损性能。尤其在灰铁高速加工时,确实能发挥长寿命的特点。
稳定性比较

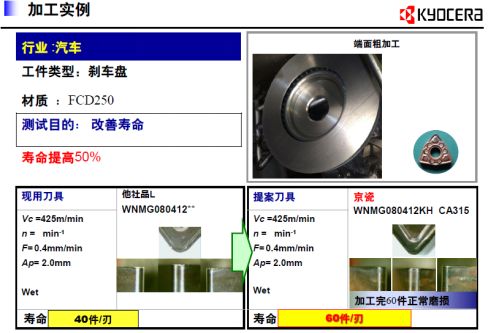
京瓷CA3系列搭配的K系列断屑槽,安装时与刀体的装夹稳定性好,能有效抑制断续等不稳定工况时容易发生的刀尖偏移现象,确实的实现了铸铁高稳定性车削加工。
加工实例

NO.3
肯纳金属HPR高性能整硬钻头
通常情况下,在一块铸铁材料的各个面上钻孔时,加工条件会变得越来越不稳定,因为在钻这些孔的时候形成了间隙和薄壁。
今天,向大家展示这款新型 HPR 整硬钻头对铸铁材料进行一系列相交孔的钻削加工。 钻头直径16 mm, 5xD,加工速度为每分钟160 米,每转0.4 毫米。让我们先来看它的精彩表演吧!
HPR 钻头不仅需要具备通孔加工性能,还具备了在非稳定条件下的加工性能。HPR钻头采用低钻入力钻尖设计,加工时稳!准!狠!确保了每个孔的加工质量。相交孔的加工难题,用上HPR 钻头, 就迎刃而解了。
1. 低推力钻头设计,最大限度地提高孔的直线度
“钻头的低推力钻尖设计让用户可以在不太理想的夹紧条件下,或在薄壁应用中,或者主轴功率有限的情况下有效使用钻头。” 大量测试表明,这种新型钻头是应对上述挑战的有力解决方案,同时它还适用于大批量铸铁件的加工。
2. AlTiN/AlTiSiN涂层,优异的耐磨性
钻头特有的多层AlTiN/AlTiSiN涂层能够承受在加工灰铸铁、球墨铸铁、CGI、ADI和GGG时遇到的极端摩擦和高热。新的涂层也能有效应对这些难以加工的材料中常见的夹杂物和孔隙。
3. 超高抛光排屑槽及其很宽的横截面,有助于高效排屑
还能进一步降低发热和由此产生的热冲击效应。专利设计的圆角半径延长了刀具寿命,提高了钻孔质量。排屑槽横截面加宽,无需担心排屑。四条边缘为十字钻孔和倾斜出口提供了更大的稳定性。
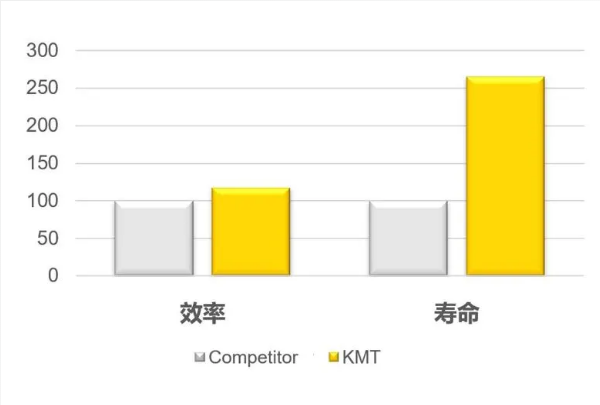
加工案例

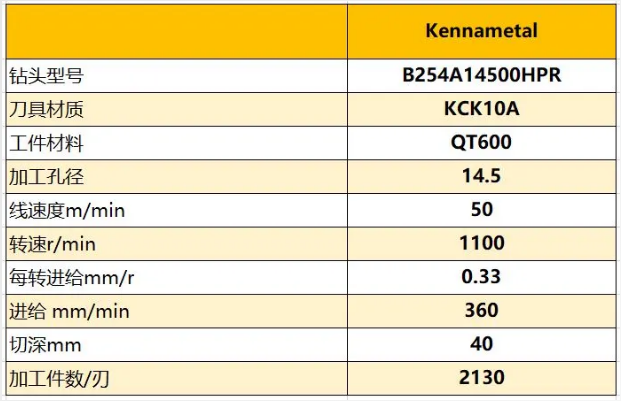
结果及对比:
•HPR专利的刀尖圆弧设计,钻尖切削力小。
•加工效率高,进给率是竞争对手的1.5倍。
•效率提高18%, 刀具寿命大幅提高。
大虹科技提供多个品牌刀具量具及零件加工配套解决方案,产品覆盖车削、铣削、钻削等各个加工应用领域,可满足高质量、高精度、高效率的要求,为机加工企业提供优异的产品和服务。
欢迎随时联系我们,我们将为您提供一应俱全的解决方案!
 互动区
互动区












