







在金属切削过程中,经常会遇到很多加工难点,比如、内孔切槽受孔径限制、螺旋槽丝锥牙部崩损、高温合金温度耐受低等,尤其是面对难加工材料时更是难上加难。
该选用怎样的刀具去攻破这些难题呢?今天,我们一起看看来自泰珂洛以及欧士机的解决方案吧~
NO.1
泰珂洛AddInternalCut
1. 工件加工难点
• 预孔直径小于12 mm,使用可转位刀片进行内孔切槽受其孔直径的限制,传统的小孔内孔切槽刀片只能有一个或最多两个刃口,用户要求降低刀具成本并简化刀具设置;
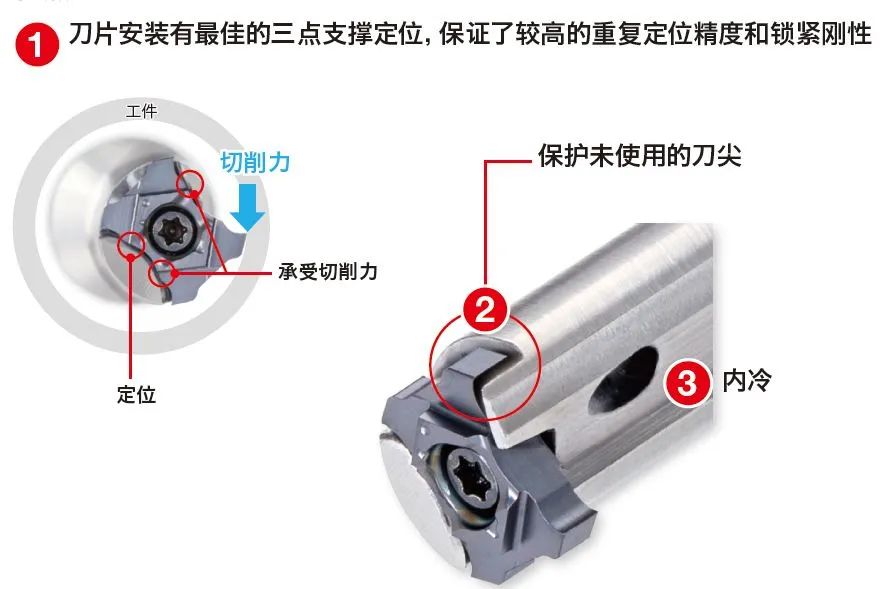
•现有内孔槽刀无法提供足够的刀片锁紧强度并进行精密的槽加工;
•切屑排出不良会导致表面光洁度差和刀具损坏。
2. 解决方案
泰珂洛推出业界新款用于最小直径10.5 mm(.413〃)的小直径4刀尖内孔槽刀AddInternalCut。

3. 加工实例及结论
零件名称:接头
零件材料:SUM23(低合金钢)
机床:数控车床
冷却方式:内冷
加工类型:内孔槽加工
刀杆:A12H-STCIR10-D105
刀片:TCIG10-200-010 AH725
切削速度:vc= 50 m/min
槽深:ap= 1mm
槽宽:ae= 2mm
进给:f= 0.05mm/rev
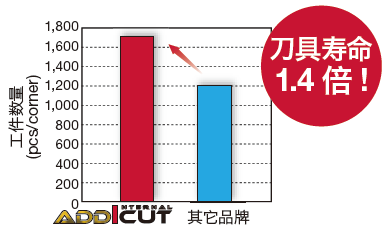
AddInternalCut 有非常高的刀片锁紧刚性,保证了零件内孔槽加工的质量稳定性,刀具寿命提升了1.4 倍。
4. 刀具优点及效果

NO.2
欧士机EXZ-SFT
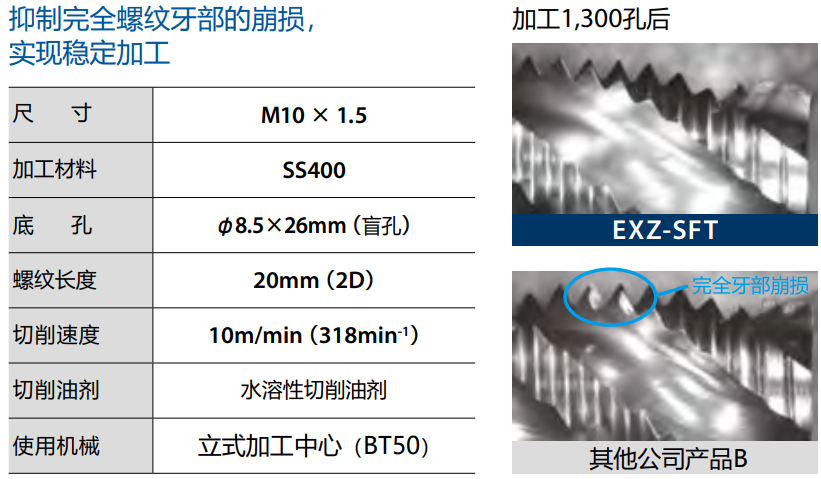
丝攻一直是OSG的优势所在,OSG推出新款通用型高耐久型螺旋槽丝锥EXZ-SFT,采用特殊涂层,能有效防止崩刃,具有极为出色的刀具寿命。

加工案例
EXZ-SFT加工1300孔之后,有轻微磨损,仍可继续加工,展现出比竞争对手产品更出色的刀具寿命。适用范围:通用型刀具;产品型号:M3~M16。

大虹科技提供多个品牌刀具量具及零件加工配套解决方案,产品覆盖车削、铣削、钻削等各个加工应用领域,可满足高质量、高精度、高效率的要求,为机加工企业提供优异的产品和服务。
欢迎随时联系我们,我们将为您提供一应俱全的解决方案!
 互动区
互动区












